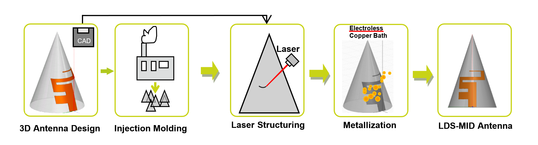
The substrate to be metalized by the LDS method is typically fabricated in an injection molding process using thermoplastic or thermoset materials that are doped with a special filler of mixed metal oxides. By making use of conventional injection molding, high volume production of the desired 3D substrate becomes possible. Additionally, there are LDS capable materials available that can be processed with additive manufacturing processes such as fused deposition modeling (FDM) for development prototypes. Another method of making a substrate suitable for the LDS process is using a LDS varnish called LPKF ProtoPaint. With this varnish nearly arbitrary substrate materials can be metallized by the LDS method.
Based on a CAD dataset including the mechanical and the electrical design of the part, the circuit pattern is transferred to the molded part by laser structuring and thus forms the structures to be metalized.
With the structuring parameters like laser beam width, overlap of the structured lines, pulse repetition rate, laser inclination angle (α) and laser power, the mechanical characteristics of the plastic surface such as adhesion and roughness as well as the electrical properties of the metal layer can be influenced. In that way the specific requirements of an application can be considered in the structuring process within certain limits. The laser beam causes a micro rough surface and activates the mixed metal oxide that serves as a catalyst in subsequent metallization. In an electroless plating process a first layer of copper is deposited only on these activated areas. The copper layer has a conductivity of about 30 MS/m.
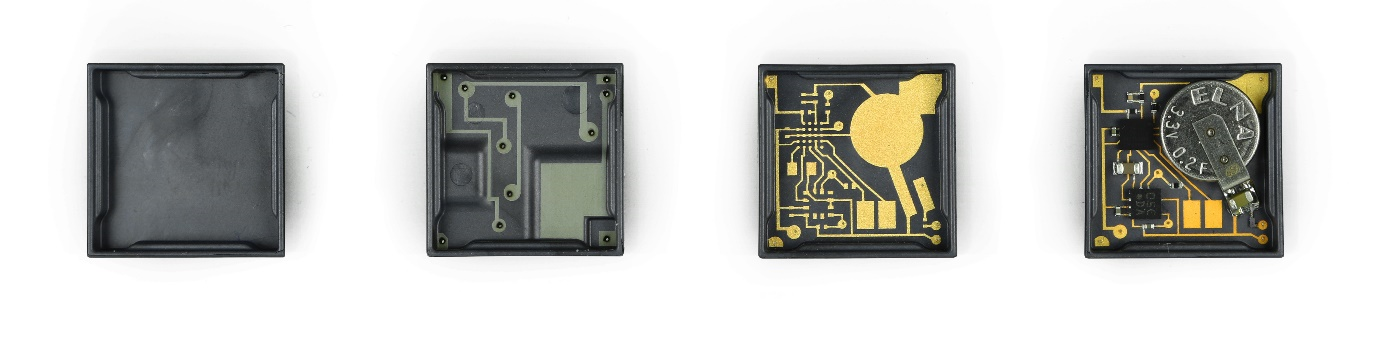
In additional plating processes a surface finish is typically done using Electroless Nickel and Immersion Gold (ENIG). Depending on the plastic resin used, a LDS MID can be used for state-of-the-art SMT processes by applying various low or high temperature soldering methods, such as reflow soldering. Fig. 2 shows a LDS part in different fabrication steps; injection molded plastic part, laser structured part, metallized with standard LDS ENIG and assembled in the final step.